








The 231 series spherical roller bearings feature a medium-wide thin-wall structure, inheriting the slim outer ring design of the 230 series while adopting an extended roller layout for upgraded load-carrying performance. This design achieves an optimal balance of compact radial installation dimensions and enhanced bearing capacity, reliably sustaining heavy radial loads and permissible axial loads in comprehensive operating conditions.
Fully configurable with CC stamped steel, E optimized internal geometry, and solid brass CA & MB cage variants, these bearings adapt to a wide range of rotational speeds and complex lubrication environments, ensuring stable and continuous operation for long-term industrial service.
Tailored for medium and large rotary machinery with limited radial assembly space, this series is extensively applied to metallurgical furnace rollers, paper machine drying rolls, cement rotary kiln support rollers, large industrial agitators and medium-sized heavy-duty turntable equipment.
Size range: Inner Diameter: 165-790mm
Material: GCr15/GCr15SiMn/G20Cr2Ni4A
Load Capacity: High radial and axial load capacity
Cage Types: CC / E /CA / MB / others
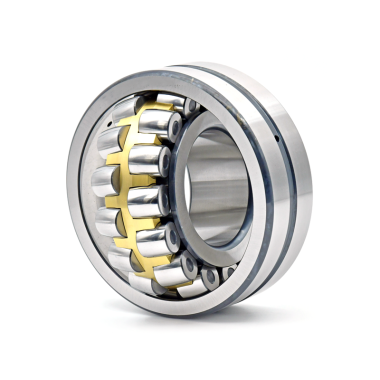
1. What are 231 Series Spherical Roller Bearings
The 231 series are medium-thick wide-section large-bore double-row spherical roller bearings. Positioned between thin-wall 230 series and thick-wall 232 series, they balance load capacity and lightweight performance. As the mainstream general-purpose bearings for large heavy-duty equipment, they optimize outer ring thickness and load-bearing performance comprehensively.
2. Designation System of 231 Series Spherical Roller Bearings
Take model 23160CAK/W33 for detailed breakdown:
231: Series code. Digit 2 stands for double-row barrel-shaped rollers; 31 refers to medium-thick wide-section large-bore series.
60: Bore code, corresponding to a bearing bore diameter of 300mm.
CA: Split machined brass cage; K: Standard tapered bore; W33: Outer ring integral lubrication groove; C4: Extra-large internal clearance customized for high-temperature operating conditions.
3. Characteristics of 231 Series Spherical Roller Bearings
1. Moderate cross-section thickness, higher load capacity than 230 series and lighter weight than 232 series.
2. Equipped with wide double-row rollers, it resists continuous heavy loads and low-frequency impact loads steadily.
3. Complete large-size specifications, factory-standard bearings for large metallurgical and mining equipment.
4. Strong self-aligning error tolerance, which fully compensates machining and installation deviation of large equipment parts.
5. Models with lubrication grooves support centralized lubrication, suitable for 24-hour continuous industrial production.
4. Applications of 231 Series Spherical Roller Bearings
Support rollers for cement rotary kilns, backup rolls for metallurgical hot rolling mills, large mining ball mills, giant paper-making dryer cylinders, large rotary drying furnaces, heavy-duty port conveyor pulleys, large building material rotary equipment.
| Series | Bearing Models | d (mm) | D (mm) | T (mm) | Approx Weight (KGS) |
| 23120 | 23120CC / 23120E / 23120CA / 23120MB | 100 | 165 | 52 | 4.4 |
| 23122 | 23122CC / 23122E / 23122CA / 23122MB | 110 | 180 | 56 | 5.5 |
| 23124 | 23124CC / 23124E / 23124CA / 23124MB | 120 | 200 | 62 | 7.75 |
| 23126 | 23126CC / 23126E / 23126CA / 23126MB | 130 | 210 | 64 | 8.5 |
| 23128 | 23128CC / 23128E / 23128CA / 23128MB | 140 | 225 | 68 | 10.5 |
| 23130 | 23130CC / 23130E / 23130CA / 23130MB | 150 | 250 | 80 | 16 |
| 23132 | 23132CC / 23132E / 23132CA / 23132MB | 160 | 270 | 86 | 20 |
| 23134 | 23134CC / 23134E / 23134CA / 23134MB | 170 | 280 | 88 | 21.5 |
| 23136 | 23136CC / 23136E / 23136CA / 23136MB | 180 | 300 | 96 | 27.5 |
| 23138 | 23138CC / 23138E / 23138CA / 23138MB | 190 | 320 | 104 | 34.5 |
| 23140 | 23140CC / 23140E / 23140CA / 23140MB | 200 | 340 | 112 | 42 |
| 23144 | 23144CC / 23144E / 23144CA / 23144MB | 220 | 370 | 120 | 53 |
| 23148 | 23148CC / 23148E / 23148CA / 23148MB | 240 | 400 | 128 | 65 |
| 23152 | 23152CC / 23152E / 23152CA / 23152MB | 260 | 440 | 144 | 87 |
| 23156 | 23156CC / 23156E / 23156CA / 23156MB | 280 | 460 | 146 | 96 |
| 23160 | 23160CC / 23160E / 23160CA / 23160MB | 300 | 500 | 160 | 124 |
| 23164 | 23164CC / 23164E / 23164CA / 23164MB | 320 | 540 | 176 | 160 |
| 23168 | 23168CC / 23168E / 23168CA / 23168MB | 340 | 580 | 190 | 200 |
| 23172 | 23172CC / 23172E / 23172CA / 23172MB | 360 | 600 | 192 | 210 |
| 23176 | 23176CC / 23176E / 23176CA / 23176MB | 380 | 620 | 194 | 225 |
| 23180 | 23180CC / 23180E / 23180CA / 23180MB | 400 | 650 | 200 | 250 |
| 23184 | 23184CC / 23184E / 23184CA / 23184MB | 420 | 700 | 224 | 340 |
| 23188 | 23188CC / 23188E / 23188CA / 23188MB | 440 | 720 | 226 | 360 |
| 23192 | 23192CC / 23192E / 23192CA / 23192MB | 460 | 760 | 240 | 430 |
| 23196 | 23196CC / 23196E / 23196CA / 23196MB | 480 | 790 | 248 | 480 |
Given the structural characteristics of crossed roller bearings (rollers arranged in a 90° cross pattern), our technical team uses 3D CAD and finite element analysis (FEA) software to accurately calculate raceway angles, spacing, and interference.
Customizing products based on customer operating conditions, we benchmark against P2/P4/P5 tolerance classes and simulate post-assembly rotational precision in advance. The blueprint serves as the sole standard guiding all subsequent turning, grinding, and inspection processes.
Turning and grinding are the core processes that determine the bearing's geometric precision. We use high-rigidity CNC lathes for step-by-step ring processing, ensuring basic inner/outer diameter and raceway dimensions through rough, semi-finish, and finish turning while leaving grinding allowances.
We employ plunge grinding with formed grinding wheels for the V-shaped raceways of crossed roller bearings, and perform combination matching for the split inner/outer rings to ensure rotational plane runout meets P5 or higher standards.
The assembly of crossed roller bearings is more delicate than standard bearings: rollers must be arranged in an alternating cross pattern and precisely guided by spacers or cages.
All components are ultrasonically cleaned, dried, and grouped according to measured dimensions. High rigidity and stable torque are then imparted to the crossed roller bearings through negative clearance or preload adjustments. Assembly is completed in a constant temperature and humidity cleanroom to ensure P4/P2 level precision.
As tolerance classes P5, P4, and P2 become progressively stricter, our inspection equipment and processes are upgraded accordingly:
We use high-precision roundness measuring instruments for dimensional tolerances, dial indicators with dedicated test mandrels for radial and axial runout, profilometers and Coordinate Measuring Machines (CMM) to verify raceway profiles and angles, and dedicated clearance and torque testers to determine clearance and starting torque.
The packaging process is equally strict, ensuring zero loss of precision for the crossed roller bearings from the factory until pre-installation.
Eco-friendly anti-rust oil is evenly sprayed to ensure no residual particles in the inner cavity. Each bearing is vacuum-sealed in a thickened PE bag and film for water and dust protection, then boxed using wrapping tape. The outer carton is lined with high-density foam and pearl cotton to prevent transport collisions, and is marked with the model, precision grade (P5/P4/P2), and production batch number.

The 213 series double row spherical roller bearings feature ...
The 222 series spherical roller bearings are the most versat...

The 223 series spherical roller bearings adopt an extra-wide...

The 230 series spherical roller bearings are classified as u...