








The 241 series spherical roller bearings adopt ultra-wide barrel roller layout under fixed standard outer and inner diameters, delivering superior radial load capacity among thin-section spherical roller bearing lines for continuous heavy-duty working scenarios. Optimized internal roller geometry maximizes roller contact area, evenly disperses contact stress and maintains steady rotation under combined radial and bidirectional axial loads.
Built with natural self-aligning performance, this bearing range effectively offsets shaft bending deformation and assembly mounting deviation, eliminating abnormal friction and premature wear on large low-speed rotary equipment. Full cage variants including CC stamped steel, E enhanced structure, solid brass CA and MB cages are offered to match diverse long-running low-speed, heavy-load working conditions.
They serve as the preferred thin-section heavy-load bearing solution for super large rotary facilities, widely applied on cement rotary kiln support rollers, heavy metallurgical mill rolls, oversized paper & chemical drying cylinders and other heavy industrial rotary machinery with limited radial installation space.
Size range: Inner Diameter: 170-700mm
Material: GCr15/GCr15SiMn/G20Cr2Ni4A
Load Capacity: High radial and axial load capacity
Cage Types: CC / E /CA / MB / others
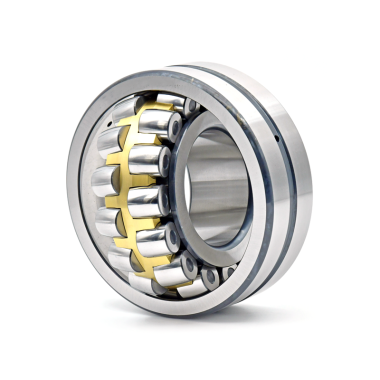
1. What Are 241 Series Spherical Roller Bearings
The 241 series are medium-thin, extra-wide heavy-duty spherical roller bearings, an upgraded higher-load variant of the 240 series. They also feature large bore diameters and slim outer rings, paired with wider and thicker rollers. Balancing slim installation envelopes and superior load capacity, they are the mainstream bearing type for large heavy-duty equipment with hollow shafts.
Model Example: 24192CAK30/W33
241: Series code – digit "2" stands for double-row rollers; "41" represents medium-thin, extra-wide heavy-duty large-bore design
92: Bore code, corresponding to a bore diameter of 460 mm; K30 denotes tapered bore with a 1:30 taper ratio
CA: Heavy-duty brass cage
W33: Circumferential lubrication groove compatible with centralized lubrication systems
Larger roller dimensions than the 240 series deliver markedly improved load capacity
Slim outer ring construction meets equipment dimensional constraints on outer diameter
Extra-wide rolling elements distribute stress evenly and slow down wear under heavy loads
1:30 large tapered bore fits heavy-duty adapter sleeves, ideal for giant spindles without shaft shoulders
Wide self-aligning angle to compensate for deflection of long large shafts and eccentricity of cylinders
Roller tables for large metallurgical continuous casters, support rollers of super-large cement rotary kilns, wide-width high-speed dryer cylinders for papermaking, hot rolling rolls for non-ferrous metals, large vertical mining mills
| Series | Bearing Models | d (mm) | D (mm) | T (mm) | Approx Weight (KGS) |
| 24122 | 24122CC / 24122E / 24122CA / 24122MB | 110 | 180 | 69 | 6.9 |
| 24124 | 24124CC / 24124E / 24124CA / 24124MB | 120 | 200 | 80 | 10 |
| 24126 | 24126CC / 24126E / 24126CA / 24126MB | 130 | 210 | 80 | 10.5 |
| 24128 | 24128CC / 24128E / 24128CA / 24128MB | 140 | 225 | 85 | 13 |
| 24130 | 24130CC / 24130E / 24130CA / 24130MB | 150 | 250 | 100 | 19.5 |
| 24132 | 24132CC / 24132E / 24132CA / 24132MB | 160 | 270 | 109 | 25 |
| 24134 | 24134CC / 24134E / 24134CA / 24134MB | 170 | 280 | 109 | 26 |
| 24136 | 24136CC / 24136E / 24136CA / 24136MB | 180 | 300 | 118 | 33.5 |
| 24138 | 24138CC / 24138E / 24138CA / 24138MB | 190 | 320 | 128 | 41.5 |
| 24140 | 24140CC / 24140E / 24140CA / 24140MB | 200 | 340 | 140 | 51.5 |
| 24144 | 24144CC / 24144E / 24144CA / 24144MB | 220 | 370 | 150 | 65 |
| 24148 | 24148CC / 24148E / 24148CA / 24148MB | 240 | 400 | 160 | 81 |
| 24152 | 24152CC / 24152E / 24152CA / 24152MB | 260 | 440 | 180 | 110 |
| 24156 | 24156CC / 24156E / 24156CA / 24156MB | 280 | 460 | 180 | 120 |
| 24160 | 24160CC / 24160E / 24160CA / 24160MB | 300 | 500 | 200 | 160 |
| 24164 | 24164CC / 24164E / 24164CA / 24164MB | 320 | 540 | 218 | 195 |
| 24168 | 24168CC / 24168E / 24168CA / 24168MB | 340 | 580 | 243 | 255 |
| 24172 | 24172CC / 24172E / 24172CA / 24172MB | 360 | 600 | 243 | 270 |
| 24176 | 24176CC / 24176E / 24176CA / 24176MB | 380 | 620 | 243 | 285 |
| 24180 | 24180CC / 24180E / 24180CA / 24180MB | 400 | 650 | 250 | 320 |
| 24184 | 24184CC / 24184E / 24184CA / 24184MB | 420 | 700 | 280 | 445 |
| 24188 | 24188CC / 24188E / 24188CA / 24188MB | 440 | 720 | 280 | 454 |
| 24192 | 24192CC / 24192E / 24192CA / 24192MB | 460 | 760 | 300 | 540 |
| 24196 | 24196CC / 24196E / 24196CA / 24196MB | 480 | 790 | 308 | 595 |
Given the structural characteristics of crossed roller bearings (rollers arranged in a 90° cross pattern), our technical team uses 3D CAD and finite element analysis (FEA) software to accurately calculate raceway angles, spacing, and interference.
Customizing products based on customer operating conditions, we benchmark against P2/P4/P5 tolerance classes and simulate post-assembly rotational precision in advance. The blueprint serves as the sole standard guiding all subsequent turning, grinding, and inspection processes.
Turning and grinding are the core processes that determine the bearing's geometric precision. We use high-rigidity CNC lathes for step-by-step ring processing, ensuring basic inner/outer diameter and raceway dimensions through rough, semi-finish, and finish turning while leaving grinding allowances.
We employ plunge grinding with formed grinding wheels for the V-shaped raceways of crossed roller bearings, and perform combination matching for the split inner/outer rings to ensure rotational plane runout meets P5 or higher standards.
The assembly of crossed roller bearings is more delicate than standard bearings: rollers must be arranged in an alternating cross pattern and precisely guided by spacers or cages.
All components are ultrasonically cleaned, dried, and grouped according to measured dimensions. High rigidity and stable torque are then imparted to the crossed roller bearings through negative clearance or preload adjustments. Assembly is completed in a constant temperature and humidity cleanroom to ensure P4/P2 level precision.
As tolerance classes P5, P4, and P2 become progressively stricter, our inspection equipment and processes are upgraded accordingly:
We use high-precision roundness measuring instruments for dimensional tolerances, dial indicators with dedicated test mandrels for radial and axial runout, profilometers and Coordinate Measuring Machines (CMM) to verify raceway profiles and angles, and dedicated clearance and torque testers to determine clearance and starting torque.
The packaging process is equally strict, ensuring zero loss of precision for the crossed roller bearings from the factory until pre-installation.
Eco-friendly anti-rust oil is evenly sprayed to ensure no residual particles in the inner cavity. Each bearing is vacuum-sealed in a thickened PE bag and film for water and dust protection, then boxed using wrapping tape. The outer carton is lined with high-density foam and pearl cotton to prevent transport collisions, and is marked with the model, precision grade (P5/P4/P2), and production batch number.

The 213 series double row spherical roller bearings feature ...
The 222 series spherical roller bearings are the most versat...

The 223 series spherical roller bearings adopt an extra-wide...

The 230 series spherical roller bearings are classified as u...